



攻克集成难题 | 世赫整体撬块式新型建材智能产线顺利交付
近日,世赫集团为欧洲某知名企业定制的整体撬块式新型建材生产线顺利完成交付。该项目投产后,将显著提升客户的生产效率与产品一致性,降低人工及能耗成本,助力其加快建设现代化、智能化的绿色工厂。此次成功合作,充分体现了世赫在粉体物料处理及智能制造领域的领先实力,也进一步彰显了中国智能装备在全球建材市场的竞争力与影响力。
作为欧洲建筑涂料领域标杆企业,该客户长期深耕高端建材市场,拥有深厚的品牌积淀和成熟的市场体系。面对欧洲市场对绿色建材、精细化施工及智能制造日益严苛的要求,客户亟需引进高标准智能化生产装备,全面提升产品品质稳定性与生产效率,更高效地响应市场升级需求。
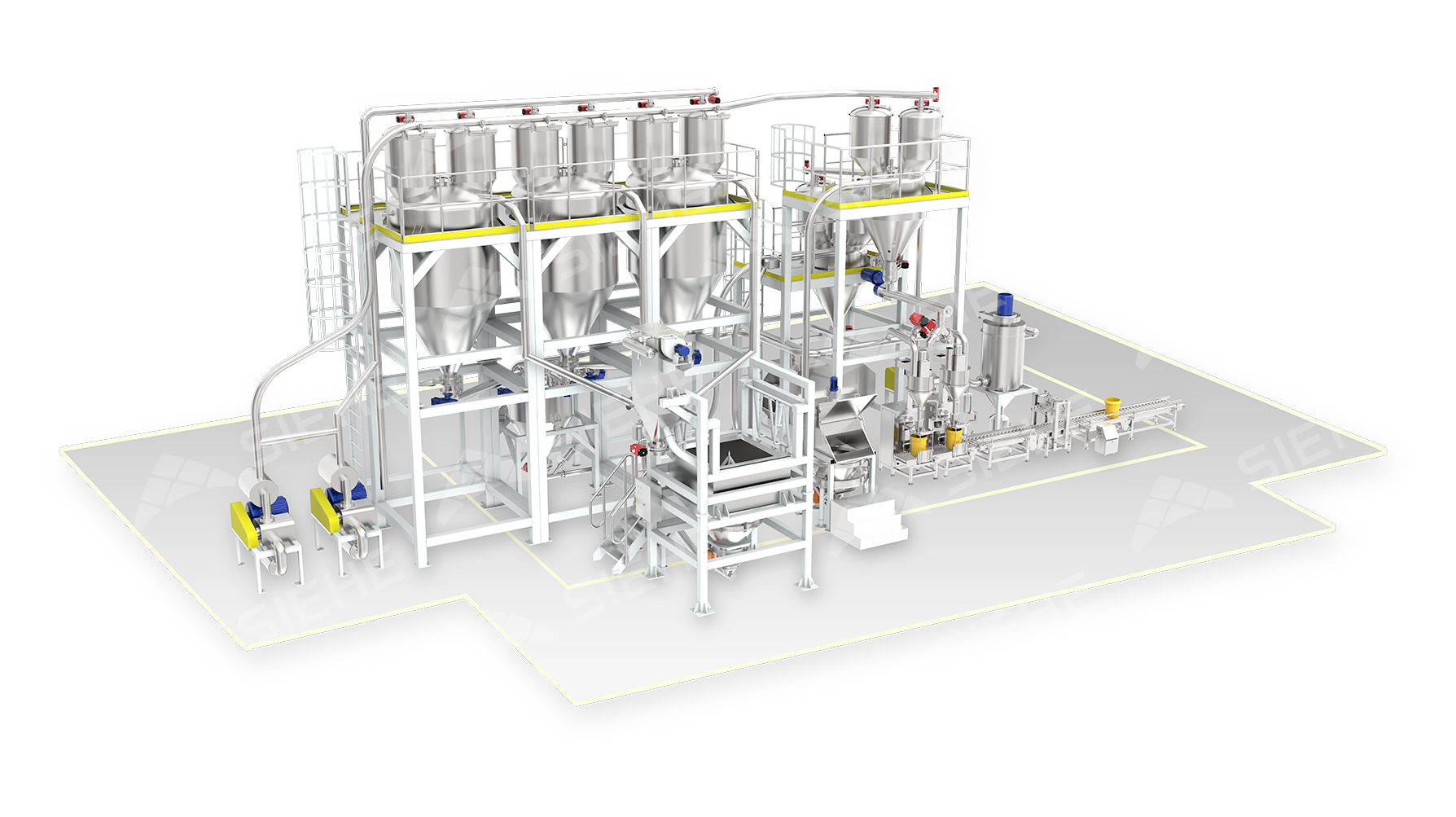
此次交付的新型建材生产线,集成原料拆包、全自动高精度配料、混合搅拌、成品包装、除尘系统等,实现了从原料处理到成品输出的全流程自动化运行。整线采用撬块式设计,所有管路、气管、线缆均沿撬块钢结构搭建,在工厂完成预组装与系统的FAT,运输时无需拆卸,客户现场直接按撬块编号组装,即联即用、便捷高效。其核心技术亮点包括:

粉体拆包投料系统:针对大袋和小袋原料,分别配置吨包割袋拆包站和称重式小袋拆袋站。吨包由叉车上料,经重型切割器破袋卸料,全程内置除尘,并配备气动拍打与活化料斗,确保卸料干净、防止物料架桥。小袋通过称重式拆袋站投料,触摸屏按单号和配方实时显示重量并上传数据,实现喂料重量的闭环控制。
全自动进料配料系统:粉体原料采用负压稀相输送方式,撬块式设计原料储存和全自动配料系统,全程密闭输送,保障生产环境洁净。针对厂房限高,创新采用气粉分离与储料仓一体式结构,有效控制撬块高度并保障连续进料。储料仓配置雷达与固定式双料位计,双重安全保障、实时监控料位。系统配置梅特勒-托利多称重模块,配料精度可达5‰,配料完成后气力输送至缓冲仓等待混合。

混合搅拌系统:核心混合设备采用卧式螺带混合机,独特的双螺带设计使物料在筒体内产生强烈对流与扩散,实现快速均匀混合。筒体底部中央出料口配合外层螺旋带的特殊蜗旋结构,实现出料无死角、无残留。混合机配备气动取样阀与称重系统,并开设侧边清洗门,便于过程质量监控与彻底清洁。
成品包装系统:采用半自动小桶包装,人工辅助上桶与封盖,系统自动完成精准计量、密闭喂料、压盖与出桶,操作简便且性价比高。
除尘系统:产线配备中央袋式除尘器,连接称重仓、混合机及灌装机。除尘器带反向脉冲清洗装置,阻挡真空吸上的粉料并反吹至罐内,降低物料损耗、实现工作环境无尘化。
项目实施期间,世赫技术团队始终与客户保持高效协同,从方案设计、设备制造到整线交付,各环节均严格遵循欧洲市场标准。世赫凭借过硬的产品品质与专业的技术服务,赢得了客户的高度认可。
面向未来,世赫集团将深耕技术创新,加速全球化布局,持续提升智能装备研发与系统集成能力,携手全球伙伴共同推动建筑材料行业迈向绿色、高效、智能的新时代。
-
微信
 微信二维码
微信二维码